Характеристики и описание
- Страна производительУкраина
- Производитель
- Диаметр электрода3 мм
- Вес упаковки5 кг
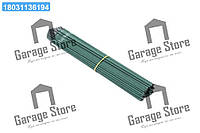
Электроды сварочные Монолит МР-3 Ø3 мм 5 кг
Вид покрытия – рутиловое
| AWS A 5.1: E 6013 | ЕN ISO 2560-А:2005 E 38 0 R 12 |
Э46-МР-3-Ø- УД
ГОСТ 9466-75: Э 46 - Е 430 (3) Р 26 |
ТУУ 25.9-34142621-010:2014
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Электроды для ручной дуговой сварки МР-3 предназначены для сварки ответственных конструкций из низкоуглеродистых марок сталей по ГОСТ 2651 / ГОСТ30 (Ст0 и Ст1, Ст2, Ст 3, Ст всех, Ст 20 степеней раскисления "КП", "ПС", "СП" ) и ГОСТ 1050 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10 15кп, 15 20кПа, 20пс, 20).
УСЛОВИЯ ПРИМЕНЕНИЯ
Коэффициент наплавки - 8,0-8,5 г / А.ч. Расход электродов на 1 кг наплавленного металла - 1,7 кг. Предназначены для сварки угловых, стыковых и напускных соединений металла толщиной от 3 до 20 мм. Электроды диаметром от 3 до 4 мм пригодны для сварки во всех пространственных положениях; диаметром 5 мм - для сварки в нижнем, горизонтальном на вертикальной плоскости и вертикальном "снизу-вверх" положениях.
ОСОБЫЕ СВОЙСТВА
Электроды МР-3 обеспечивают качественное формирование металла шва, высокую стойкость наплавленного металла против образования пористости и горячих трещин. Характеризуются высоким уровнем сварочно-технологических свойств, легкости ведения процесса сварки, повторным зажиганием дуги, а также при постановке прихваток. Высоко оценены при использовании сварщиками как в быту так и в промышленности. Допускается сварка удлиненной дугой по окисленной поверхности.
ХИМИЧЕСКИЙ СОСТАВ НАПЛАВЛЕННОГО МЕТАЛЛА, %
|
Mn |
Si |
C |
P |
S |
|
0,5-0,8 |
||||
|
≤ 0,2 |
≤ 0,10 |
≤ 0,045 |
≤ 0,040 |
МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛА ШВА
|
Временное сопротивление, Н/мм2 |
Относительное удлинение, % |
Ударная вязкость, Дж/см2 |
|
≤ 450 |
≥ 18 |
≥ 78 |
| Сила сварочного тока (А), для электрода диаметром, мм | ||
|
3,0 |
4,0 |
5,0 |
|
70-110 |
110-170 |
150-220 |
Упаковочные данные
|
Диаметр, мм |
Длина, мм |
Количество электродов в пачке, шт. |
Вес пачки, кг |
|
3,00 |
350 |
90-95 |
2,5 |
|
4,00 |
450 |
42-44 |
2,5 |
|
5,00 |
450 |
55 |
5 |
Прокалка перед сваркой
При нормальных условиях хранения не требуют прокалки перед сваркой; в случае увлажнения сушка перед сваркой: 140 ±10°С- 40 мин.
Положение швов при сварке

PA PB PC PF PE EN 287
Был online: Сегодня
99% положительных отзывов
9 лет на Prom.ua
2000+ заказов
Отзывы о продавце
- Покупатель21.04.2024У этого отзыва есть только звездочки, но от этого он не менее хорош.
- Покупатель20.04.2024Хорошее обслуживаниеАктуальное описаниеБыстро связалисьБыстро отправилиВежливый продавецАктуальная ценаТовар был в наличии
- Покупатель20.04.2024Хорошее обслуживаниеАктуальное описаниеВежливый продавецАктуальная ценаТовар был в наличии
- Покупатель17.04.2024Оперативно прийняли замовлення і здійснили доставку.Быстро связалисьБыстро отправилиВежливый продавецАктуальная ценаТовар был в наличии
- Покупатель16.04.2024Хорошее обслуживаниеАктуальное описаниеБыстро отправилиВежливый продавецАктуальная ценаТовар был в наличии
- Покупатель15.04.2024швидко вибрали товари, швидко отримали той товар що душа забажала! Молодець магазин! Рекомендую! Працює без фальшу! Дуже добре запакована посилка! дякую адміністрації магазинуХорошее обслуживаниеАктуальное описаниеБыстро связалисьБыстро отправилиВежливый продавецАктуальная ценаТовар был в наличии
- Покупатель15.04.2024Хорошее обслуживаниеАктуальное описаниеБыстро связалисьБыстро отправилиВежливый продавецАктуальная ценаТовар был в наличии
- Покупатель15.04.2024Хорошее обслуживаниеАктуальное описаниеБыстро связалисьБыстро отправилиВежливый продавецАктуальная ценаТовар был в наличии
- Покупатель13.04.2024Быстро отправили
- Покупатель13.04.2024Хорошее обслуживаниеАктуальное описаниеБыстро отправилиВежливый продавецАктуальная ценаТовар был в наличии
Похожее у продавца

























Покупают вместе у этого продавца



Электроды сварочные Монолит МР-3 Ø3 мм 5 кг
Код: 65003271В наличии
10+ купили
617 ₴
Бесплатная доставка в Rozetka
99%
- Доставим бесплатно

- Оплачивай безопасно картой

Доставка
 Магазины RozetkaБесплатноНа заказ от 1000 ₴ до 15 кг и 120 см
Магазины RozetkaБесплатноНа заказ от 1000 ₴ до 15 кг и 120 см
Доставка 3-5 дней Нова ПоштаУзнать дату доставки в
Нова ПоштаУзнать дату доставки в
Оплата и гарантии
 Безопасная оплата картойБез переплат
Безопасная оплата картойБез переплат
Prom гарантирует безопасность
Вернем деньги при отказе от посылки Оплата на счетIBAN UA093220010000026006300013354
Оплата на счетIBAN UA093220010000026006300013354 Наложенный платежНова Пошта, Самовывоз
Наложенный платежНова Пошта, Самовывоз
Похожее у других продавцов