Характеристики и описание
- Производитель
- Страна производительБеларусь
- СостояниеНовое
- Тип комплектующегоКонус Морзе
Патроны резьбонарезные с головками предохранительными/
Патроны резьбонарезные с головками предохранительными предназначены для нарезания различных типов правой резьбы метчиками. Применяются на сверлильных, фрезерных, токарных станках и станках типа обрабатывающий центр. Резьбонарезные патроны имеют механизмы осевой компенсации, позволяющие компенсировать разность между подачей станка и шагом метчика, предусмотрен механизм быстрой смены головок предохранительных на другой диаметр метчика.
Головка имеет встроенную предохранительную шариковую муфту с механизмом регулировки передаваемого крутящего момента для нарезания резьбы в различных материалах, что позволяет предохранить метчики от поломки (при увеличении момента метчик останавливается). Это наиболее целесообразно и незаменимо при нарезании резьб в глухих отверстиях, труднообрабатываемых материалах, при нарезании резьб с мелким шагом. Головка имеет механизм быстрой смены метчика с надежной фиксацией в течении нескольких секунд.

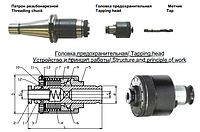
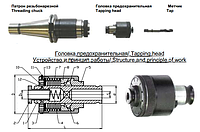
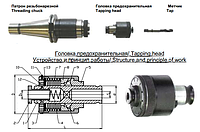
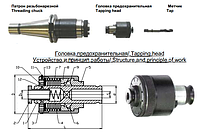
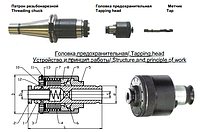
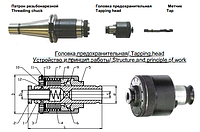
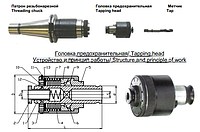
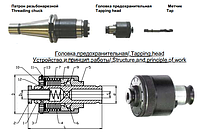
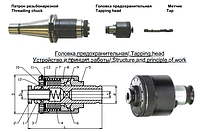
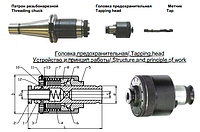
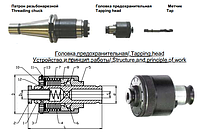
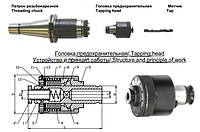
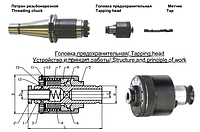
Патрон резьбонарезной Головка предохранительная Метчик
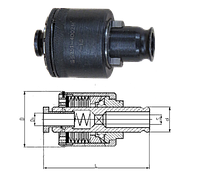
Головка предохранительная
Устройство и принцип работы:


1 ― корпус; 2 ― втулка; 3 ― шарики; 4 ― пружина; 5 ― поводок;
6 ― шарики; 7 ― пружины тарельчатые; 8 ― кольцо; 9 ― гильза;
10 ― гайка; 11 ― кольцо замковое; 12 ― заглушка; 13 ― шайба
- Метчик устанавливается в квадратное отверстие корпуса 1 и втулку 2.
- Зажим метчика производится шариками 3 при перемещении втулки 2 пружиной 4.
- Крутящий момент к корпусу 1 от резьбонарезного патрона передаётся поводком 5 через шарики 6, поджатые кольцом 8 и тарельчатыми пружинами 7 в лунки корпуса.
Регулировка крутящего момента обеспечивается изменением величины деформации тарельчатых пружин 7 при вращении гайки 10.
Головка предохранительная поставляется с отрегулированным крутящим моментом, обеспечивающим нарезание указанной на головке резьбы в стали 45, 153...203 HB по ГОСТ 1050-88.
Величина крутящего момента для других сталей определяется эксперементально и регулируется вращением гайки 10, согласно паспорта изделия.
Порядок настройки и работы:
При нарезании резьбы в сталях с механическими свойствами, отличающимися от стали 45, необходимо выполнить следующее:
- расчётным или эксперементальным методом (с помощью динамометрического ключа) определить момент резания Нм в данной стали необходимым метчиком.
- снять замковое кольцо и произвести настройку крутящего момента вращением гайки по часовой стрелке для увеличения крутящего момента. Контроль головки на крутящий момент производится динамометрическим ключом и специальной оправкой, зафиксированной вместо метчика. После настройки головки гайку зафиксировать кольцом замковым.
- после настройки головка готова к эксплуатации и правильно отрегулированная головка должна обеспечить плавное нарезание метчиком резьбы, при упоре метчика в дно глухого отверстия появление треска в головке сигнализирует о прекращении вращения метчика.
- при нарезании резьбы с мелким шагом величина крутящего момента определяется по формуле:
где, Мт- крутящий момент по таблице, Рх- шаг нарезаемой резьбы, Р- крупный шаг резьбы для данного диаметра.
ГОЛОВКИ ПРЕДОХРАНИТЕЛЬНЫЕ

Применяются совместно с патронами резьбонарезными.
Предназначены для крепления правых метчиков
Преимущества:
- обеспечение качественного нарезания правых резьб.
- наличие встроенной предохранительной муфты
предотвращает от поломок метчика в случае слишком
большого увеличения крутящего момента: например метчик
достигает дна глухого отверстия.
- наличие механизма регулировки крутящего момента,
быстрой смены и крепления метчика.
ТУ РБ 00223728.011-98
| означение | Хвостовик | D | d | l |
d1х | D нарезаемых резьб | Крутящий момент Нм* по стали 45 153...203 НВ | кг | ||
| Метрической, мм | Дюймовой, дюймы | Трубная цилиндр., дюймы ГОСТ 6357-81 | ||||||||
| 6251-4002М | ГОСТ 3266-81 | 38 | 19 | 41 | 3,15х2,5 | M3 | - |
| 2,0 | 0,244 |
| 6251-4002М -01 | 4,0х3,15 | М4 | - |
| 3,0 | 0,239 | ||||
| 6251-4002М -02 | 5,0х4,0 | М5 | - |
| 4,0 | 0,246 | ||||
| 6251-4002М -03 | 6,3х5,0 | М6/М8 | 1/4 |
| 10,0 | 0,231 | ||||
| 6251-4002М -04 | 8,0х6,3 | М8/М10 | 5/16 | 1/8 | 20,0 | 0,238 | ||||
| 6251-4002М -05 | 10,0х8,0 | М10 | 3/8 | 1/4 | 30,0 | 0,225 | ||||
| 6251-4002М -06 | 9,0х7,1 | М12 | ||||||||



Отзывы о продавце
- Покупатель20.04.2024отличное качество, лежит как масло , хорошоХорошее обслуживаниеАктуальное описаниеБыстро связалисьБыстро отправилиВежливый продавецАктуальная ценаТовар был в наличии
- Покупатель07.04.2024У этого отзыва есть только звездочки, но от этого он не менее хорош.
- Покупатель28.03.2024Хорошее обслуживаниеАктуальное описаниеБыстро связалисьБыстро отправилиВежливый продавецАктуальная ценаТовар был в наличии
- Покупатель19.03.2024Быстро связалисьБыстро отправилиТовар был в наличии
- Покупатель16.03.2024Быстро связалисьТовар был в наличии
- Покупатель24.02.2024Хорошее обслуживаниеАктуальное описаниеБыстро связалисьБыстро отправилиВежливый продавецАктуальная ценаТовар был в наличии
- Покупатель14.02.2024У этого отзыва есть только звездочки, но от этого он не менее хорош.
- Покупатель09.02.2024Хорошее обслуживаниеАктуальное описаниеБыстро связалисьБыстро отправилиВежливый продавецАктуальная ценаТовар был в наличии
- Покупатель09.02.2024У этого отзыва есть только звездочки, но от этого он не менее хорош.
- Покупатель02.02.2024Товара не было в наличии
Похожее у продавца






Покупают вместе у этого продавца

























Головка предохранительная М33 под резьбонарезной патрон
В наличии
3 562.74 ₴
- Оплачивай безопасно картой

Доставка
 Нова Пошта (Бесплатно при условии)Узнать дату доставки в
Нова Пошта (Бесплатно при условии)Узнать дату доставки в
Оплата и гарантии
 Безопасная оплата картойБез переплат
Безопасная оплата картойБез переплат
Prom гарантирует безопасность
Вернем деньги при отказе от посылки Наложенный платежНова Пошта
Наложенный платежНова Пошта
Похожее у других продавцов